Process trips versus proof tests
How can proof test credits be claimed for an automated valve that has failed and caused a process trip? A proof test is a periodic test performed on SIS sensors, logic solvers and final elements — such as automated valves — to discover hidden failures. These failures, if not corrected or removed, may impair the ability of the SIS to take the process to its safe state when an abnormal process condition is detected.
A proof test should be performed as per the proof test interval specified in the Safety Requirement Specifications. This interval is usually determined via an average probability of failure on demand calculation (PFDavg). Some users may choose to proof test based on predetermined intervals, such as proof testing sensors every 24 months and final elements every 48 months instead of relying on the PFDavg calculations.
Automated valve proof tests can be done offline or online. Offline proof tests are usually scheduled during a turnaround, when the process is completely shut down.
Proof testing an automated valve online usually requires a unit or equipment to be shut down, or the valve to be bypassed to prevent a spurious trip, making it inconvenient and costly.
But a proof test can also be accomplished during a process trip.
According to IEC61511-2 Section A.16.3.1.3, “…shutdowns due to actual demand on the SIS during operation may be given credit as proof tests (fully or partial) under given conditions…the next planned proof test may be skipped.”
These conditions are
- The shutdown documents equivalent information as registered during corresponding proof test.
- The shutdown covers all parts of the SIS, and if not, the device or SIS subsystem not activated needs to be tested separately.
- The shutdown occurs within a predetermined maximum time window before the next planned proof test which can then be canceled.
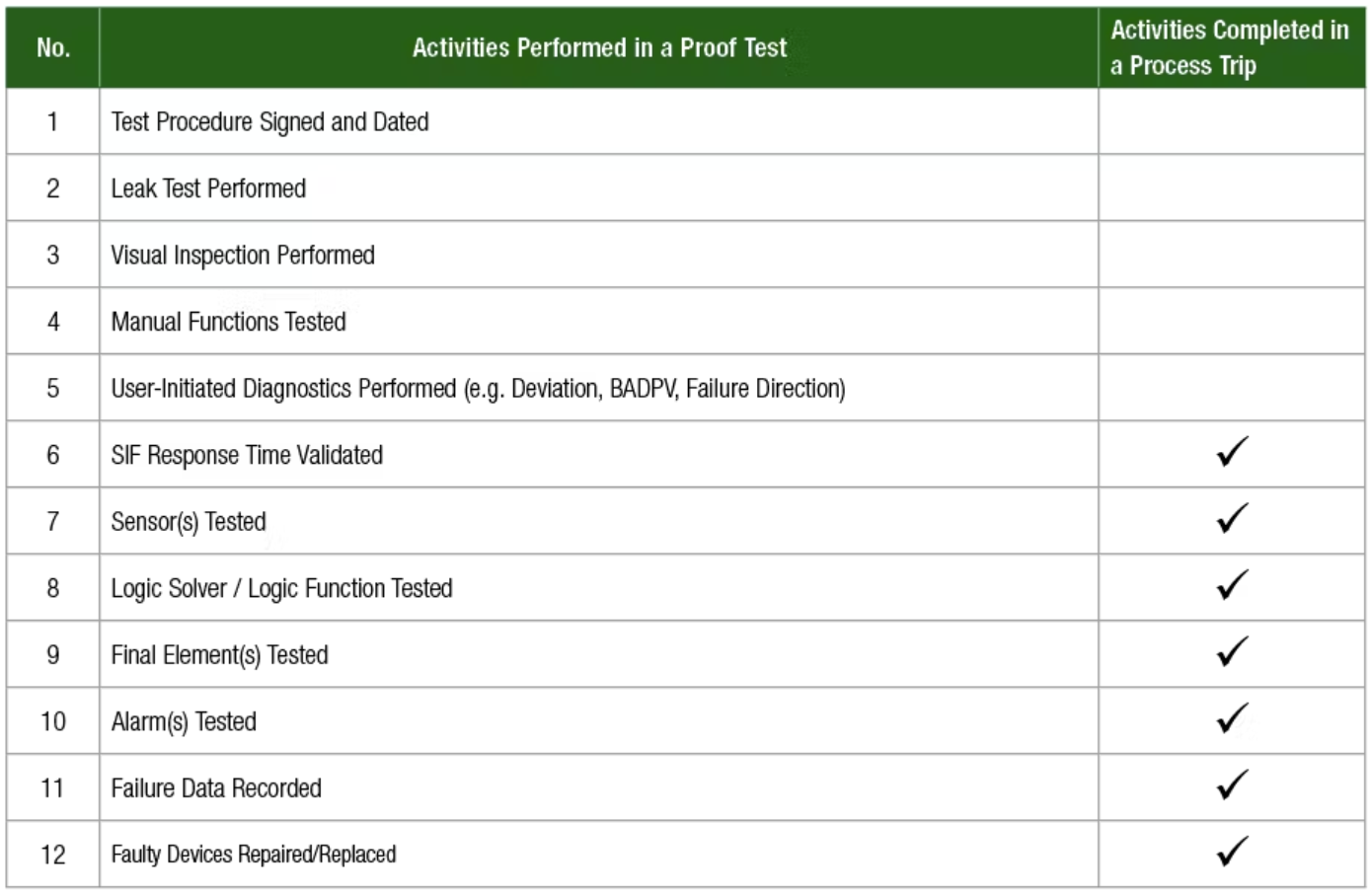
When a process trip occurs, about 60% of a Safety Instrumented Function (SIF) proof test can be considered performed. A sample list of activities performed during a proof test, along with those that are performed during a process trip, is shown in Figure 2. Even without an automated valve leak test, data captured by the DVC alone can potentially account for a good amount of proof test coverage for an automated valve.
The exact coverage depends on the design of the automated valve, its DVC and its application. The coverage is estimated based on the valve degradations, the likelihood of their occurrence and the percentage of those degradations that can be detected by a DVC. Fortunately, data acquired by a DVC during a process trip can often be enough to satisfy a major part of the proof test requirements.
If the process trip takes place within a predetermined maximum time window, the end user may choose to leverage the process trip as a proof test by completing steps one through five in Figure 2, which are usually not completed in a process trip. The next scheduled proof test can then be canceled. According to the Norwegian Oil Industry Association, the maximum time window should be the last half of the current proof test interval.